一、引言
锌的用途广泛,在国民经济中占有重要的地位[1]。随着经济的发展,一次资源日渐贫竭,利用二次资源成为必然[2],湿法炼锌已占据世界炼锌总量的80%以上,是世界炼锌生产的发展方向,而湿法炼锌中产出的锌浸出渣造成了环境污染及资源浪费[3],加强锌渣中有价金属的回收利用,可最大限度地利用矿产资源,提高经济效益。
湖南某集团公司是以采、选、冶为一体的生产企业,该企业每年生产数万吨金属产品的同时,也排出了几十万吨的冶炼渣,其中锌常规浸出渣中锌品位高达16.8%,受公司委托,对锌浸出渣中的锌进行了热酸浸出和浮选回收试验,取得了较好的效果。
二、原料性质
试验原料来自湖南某冶炼厂的湿法炼锌渣,原料中含锌16.8%,铁17.8%。利用X衍射分析表明,原料中锌主要是以铁酸锌(ZnFe2O4)和硫化锌(ZnS)的形式存在,没有单独的氧化锌(ZnO),经过粒度分析可知,冶炼渣的粒度为-0.074mm占90.5%。
三、实验结果及分析
(一)温度对浸出率的影响
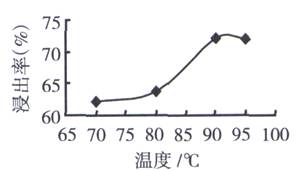
图1 温度对浸划翠的影晌
实验结果表明,随着浸出温度的增加,锌浸出率有所提高。当温度为90℃时,锌浸出率达到72.0%,继续增加温度,锌浸出率增加不明显,但这样还会消耗大量的能量,增加成本,因此浸出温度90℃最佳。
(二)时间对浸出率的影晌
在液-固比为3:1,浸出温度为90℃,始酸浓度250g/L的条件下,考察不同浸出时间对锌浸出率的影响,在不同时间下浸出的研究结果见图2。
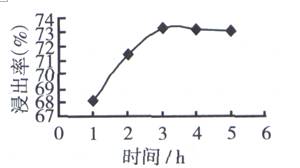
图2 时间对浸出翠的影响
试验结果表明,随着浸出时间的增加,锌浸出率随之提高。在浸出3小时时浸出率达到73.3%,继续增加浸出时间,锌的浸出率增长不是很明显,由于增大浸出时间工业成本也会大幅增加,因此浸出时间确定为3小时。
(三)液-固比对浸出率的影响
在浸出温度为90℃,硫酸浓度为250g/L,浸出时间为3小时,考察不同液-固比对锌浸出率的影响,试验结果如图3所示。
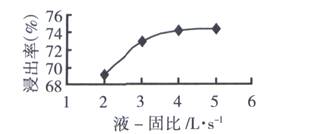
图3 液-固比对浸出率的影响
试验结果表明,随着液-固比的增加,锌浸出率随之增加,在液-固比为4:1时,锌的浸出率达到74.2%,继续加大液-固比,锌浸出率增加不明显,但这样会消耗大量的硫酸,使浸出液残酸升高,不利后续工艺的处理,在经济上不合理。所以选择液-固比为4:1。
(四)始酸浓度对浸出率的影响
在液-固比为4:1,浸出温度90℃,浸出时间3小时,考察不同酸度对锌浸出率的研究结果见图4。
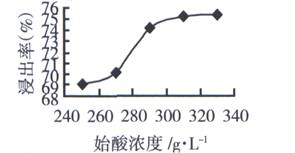
图4 始酸浓度对浸出率的影响
试验结果表明,随着硫酸用量的提高,锌的浸出率有所增加,当硫酸浓度为310g/L时,锌浸出率已达75.3%,继续增加浸出始酸浓度,锌的浸出率提高不大,试验中始酸浓度选择310g/L时最佳。
(五)浮选试验
通过热酸浸出锌,使其浸出率已达到75.3%,但热酸浸出渣仍含锌4.12%,X衍射分析表明,热酸浸出渣中锌以硫化锌形态存在,这是导致热酸浸出中锌不能完全溶出的原因。为了额外回收该部分硫化锌,采用浮选方法进行处理,浮选实验采用一次粗选、一次精选的试验流程。
——粗选药剂条件:石灰3000g/t,硫酸铜1000g/t,黄药200g/t,2#油40g/t,粗选指标:精选药剂条件为精矿品位9.7%,回收率92.4%,所以对原粗选精矿再进行精选试验。
——对粗精矿进行一次精选,精选中加入500g/t的硅酸钠(NaSiO4)作为分散剂和抑制剂,精矿品位18.9%,回收率89.4%。
四、结语
——某冶炼厂湿法炼锌渣中锌主要以铁酸锌、硫化锌形态存在;
——采用热酸浸出,在浸出温度95℃、始酸浓度310g/L、液-固比4:1、浸出3小时的条件下,锌浸出率为75.3%,物像分析表明,热酸浸出条件下铁酸锌已经完全溶出,但硫化锌难以溶出;
——浮选法回收热酸浸出渣的硫化锌,采用一次粗选、一次精选的浮选流程,黄药、石灰、硫酸铜、硅酸钠、2#油作为浮选药剂,可得到锌精矿品位为18.9%,硫化锌回收率为89.4%的浮选指标。
参考文献:
[1]屠海令,赵国权,郭青蔚.有色金属冶金、材料、再生与环保[M].化学工业出版社,2002,66.
[2]刘清,招国栋,赵由才.有色冶金废渣中有价金属回收的技术及现状[J].《有色冶金设计与研究》,200(3):22-26.
[3]刘斌,王伟涛.浅谈湿法炼锌工艺的浸出渣问题 [J].《四川环境》,2007(2):105-108.
免责声明:矿库网文章内容来源于网络,为了传递信息,我们转载部分内容,尊重原作者的版权。所有转载文章仅用于学习和交流之目的,并非商业用途。如有侵权,请及时联系我们删除。感谢您的理解与支持。
